


herm111
-
Posts
213 -
Joined
-
Last visited
Content Type
Forums
Gallery
Events
Everything posted by herm111
-
Nothing to it Mr. Spinney, you can put in a circle groove in each end of the bearing, about 5/8's inside, and then put your straight line oil groove in top and bottom of the bearing, connecting the two circle grooves, and drill a oil in to bearing hole, where ever the oil enters, and line it up, and have the hole intersect the length way groove.
-
In some cases, the groove has to run out both ends, as in a bearing not being fed oil as in some splash systems.
-
The Grooves are called oil wells.
-
Looking Good, Terry. 1927 Studebaker Babbitt pictures. 1939 Nash Rods. 1923 Aluminum Air Cooled Franklin Rods, and Mains. 1928 Chevy Mains.



































-
Mr. Fred, I haven't seen what the shaft size is here, but as far as bearing clearance. I am going to use a Shaft size of 2" inches. The bearing clearance should be a minimum of .002-00 thousandths, and a Maximum of .000-50 , 1/2 thousandths more. That even goes for a 12" shaft, clearance being .012, to .012-50. The reason for this is heat expansion. A 2" crank, when hot will have swollen, almost, .002 thousandths, where will the oil be? With a thousand miles on the bearings, or the more top end speed that is used, the bearing will probably be around .003-50 thousandths for clearance, when cold. So when the crank is up to Temp., you should have around .001-50, to .002-00 thousandths clearance, when the crank is hot. Side clearance on rods can be from .003 at the smallest, to .012 at the extreme, but .004 to .006 being Ideal. End clearance on crank thrust, we set from .003-50 to .004-00 thousandths. any thing over .006, or .007 thousandths should be fixed as with clutch pressure, it will beat it to death. Thanks, Mr. Fred Herm. KohnkeRebabbittingService.com















-
You don't need the main or rod size, unless you have N.O.S. bearings, other wise just grind to the smallest size you can, and leave as much meat on the crank as you can. Even the stroke can be figured out by a competent crank man. Herm. Seagrave rods 1915 Buick Mains 1930 Buick Rods Seagrave 1936 V-12 Pierace Arrow























-
Mr. Tinindian is right, it doesn't make any difference what engine, the setting is .001-00 per inch of shaft. A 2 inch shaft will need .002-00 clearance Minimum, and or another .000-50 thousandths, Maximum. Herm. Kohnke RebabbittingService.com
-
Mr. Cabnut, since 1919, technology has changed just teen-z, teen-z bit. Your book of 1919 stating .003-00, and 1926-27 .003-00 top clearance is only .000-20, or 2 tens of a thousandths difference Now seeing that an average hair Mic's at .002-00, you, or others should be able to see that .000-20 tenths is very small indeed. So your Chevy 4 cylinder has a bore of 3-11/16's, or 3.687-50 standard. I said in my post that clearance should be .001-00 thousandths per inch, which is .000-20 tenths larger, or a total of about .000-70 tenths. So, if you want to take a chance on 7 tenths, extra clearance on piston, behave at it, as my customers don't care. Also both manuals state piston slap as caused by excessive wear to cylinder bore resulting in extra clearance. "END QUOTE" YES, that statement is true, but you have taken the wrong meaning from it. A Piston with .003-70 thousandths will NOT wear a cylinder more, then a set of rings before it. A piston, with a straight rod will not wear a bore, the rings will, or a piston with the Rod out of alignment, and it does not take much, in a very short time to wear bore, piston, and rings. Most People do not know they have to check Alignment, or even know what it is, trust me. I will post pictures to read. Anybody with questions, just ask. Thanks, Herm.















-






































-
Piston slap is ONLY caused by Rods being out of Alignment! Clearance should be a .001-00 per inch of bore. If the engine was to be used in a heavy pulling truck, a 4" bore would not be uncommon to have .010-00 clearance. Piston Rattle is noticed with pistons that are solid skirted, rather then split skirt, with the proper clearance. Herm.
-
Bearing shells do distort, all of them distort, you just have to know how to bring them back. Unless, your Bronze inserts were cracked, they would pour and machine like any other. His new shells would not be any better then what you had with the originals, and might have distorted worse. Herm.
-
You can't just do one main, as the other two have to line up with that one. They also have to be Align Bored, and the crank touched up. The way that main looks anyway, the others are wore past what they should be. When crank mains wear, they do Not wear in Alignment. Who ever grinds your crank, make sure they stay with the true center line, and not indicate off a front, and rear crank journal, it won't work. Herm.
-
Babbitt Bearing, Recognizing bad Ones, Before you use
herm111 replied to herm111's topic in General Discussion
MR. S.R., I think you missed what I said. The Packard insert rods that we pour, are the same thickness, or with in .010 to .020 thousandths , smaller wall, depending, on crank size, then the inserts that came in the Packard Rods, as per original. I have done the same thing for Packards, and others with out fail even once, for 54 years now, this month. Pouring a rod solid also, does no harm to the Rod, just melt the Babbitt out, hone to the right O.D., and use inserts, if you can find them in the correct size. If your Babbitt experience has been bad for you, and other people you know. and I believe you, but there are many, many reasons a Rod fails, and not just because it is Babbitt, that has nothing to do with the Babbitt being the material used. Some of the reasons are, and pour workmanship being number one of course. Wrong Crystallization, from the speed poured, and temperature, of Mandrel, shell, Babbitt, cooling, wrong, or bad oil, ect. All I can say Mr. S. R., the bearings that you are talking about, are none off ours. LOL. It still Amazes me that there would be out there anybody that would want to run an antique, high dollar car top end, High in R.P.M.'s. It sure is not doing the rest of the engine any good either. In a post back some where, somebody had a question on using old Babbitt to pour bearings, and I forgot to comment on it. If your doing your own Model T motor, and if you can tell the difference between Lead, and Tin and not use lead to mix with the Tin, it should work fine for you. I know that a lot of shops do mix old bearing Babbitt, but the metal all pours at a different temperature, and they do not mix well, like, Lead, Tin, Zinc, sliver, copper. Ect. If say you mix Lead, and Tin, you can see the lead in it, like blotches, as they are darker in color. There would also be bearing soft spots. I just thought of an example of how tough Tin Base Babbitt is. There is a race every year in Montana, called the Montana 500. This race is for stock Model T's, in June every year. Well, I think 5 years ago one of my customers decided to enter the race. The first year he had a little bad luck, this year he won. They average about 54 something M.P.H. Top speeds to get that is in the 70,s, Where The Angles Sing. So here are some pictures of the first years fail. The reason for the fail is the Model T Motor holds a gallon of oil, and when the driver stopped because the Motor started running rough, it only had a Coffee cup of oil in it. The way they checked it gave them a false reading. The Babbitt mains, still had the clearance we set them with , but the Piston Aluminum went in to the Babbitt. It blew no. 3 rod, as it does on a Model T Motor, low on oil. Pictures. Thanks. Herm.


















-
Babbitt Bearing, Recognizing bad Ones, Before you use
herm111 replied to herm111's topic in General Discussion
I am still thinking about the burnishing. Even if the Burnished area had a tuff wear surface, at High Speeds, what is going to fail the rod is excess clearance, lack of oil getting to the bearing, and excess heat that it can't get rid of quick enough. I think the fix for all of this, is Over Drive. How many pounds of force does a Packard rod, put on a crank at 90 mile an hour? As I have said the Babbitt we use, a 1 inch square piece will only compress 2% , at 14,000 thousand pounds, how much would the difference be? Thanks, Herm. -
Babbitt Bearing, Recognizing bad Ones, Before you use
herm111 replied to herm111's topic in General Discussion
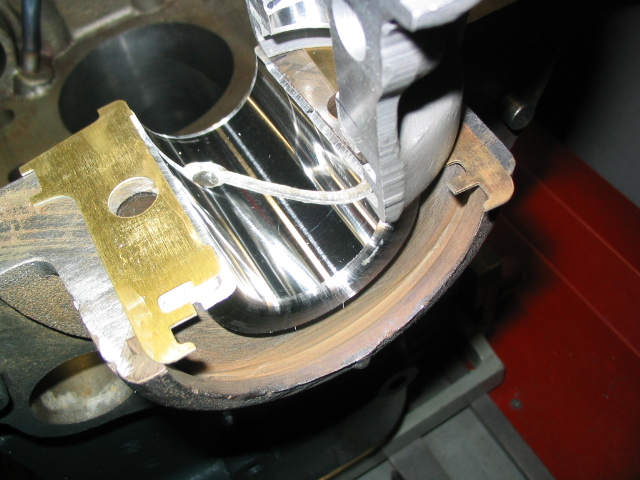
Mr. Edinmass, I have had time to think on the Burnishing. This is still my opinion, but I can't see where it would do any good. As you say, they put grooves, or probably threads, and then role down the Mountains, into the Valleys, in an attempt to, in reality Peen the Babbitt, like we do in a cast iron block. What Peening does is push the .001 thousandths of gap between the Babbitt and wall, caused from the shrinking away from the cast iron block, and push it back to it But all that would be affected with the burnishing depth, would only be how deep the valleys of the grooves are, maybe a .020 wall at best. How would a compressed .020 wall thickness help any thing for higher R.P.M.'s. The rest of the Babbitt still would be unchanged. If you try to compress Babbitt, on a Tinned shell, you will brake it loose from the shell. I will put in some pictures. While I am on the pictures. If anybody doesn't like that many pictures, let me know, as I can cut back with the Visual Aids. There are 12 pictures of the spinner, and cam bearings we pour all the time. The rest are of a Model A Ford that was poured, Peened just off of molten, and then Align Bored. Thanks Herm.





































-
Babbitt Bearing, Recognizing bad Ones, Before you use
herm111 replied to herm111's topic in General Discussion
I would think 7.5 to one would be alright. On the Ford Barn the Guys talk of 5 to 1, up to 8 to 1. In the racing days, of the Model T's, with RAJO, and Gulavin, dual over head cams, and Hemi combustion chamber were said to run, 10 to 1, up to 14 to 1. On that kind of burnishing tool, I am not the one to ask. In my opinion, what they are after is a harder, in side few thousandths, next to the crank surface. Does it work, I couldn't even guess. But you have me curious. Thanks, Herm. -
Babbitt Bearing, Recognizing bad Ones, Before you use
herm111 replied to herm111's topic in General Discussion
First, to comment on your bad shell, or delamination. You didn't say if it was from the shell, or the Babbitt, but your engine builder was right, to Cold, we see this all the time with newly rebuilt bearings, that are sent in with less then a 100, 1,000, and even 20,000 thousand miles on. If it came loose from the shell, the cause could also be bearing not clean. If it is Babbitt, from Babbitt, and leaves a seam, the second Babbitt was not hot enough to melt into the first, each other. If you see anybody taking a torch, after a new pour, and melting all the holes, dirt, and wrinkles in the face of the bearing to cover up all the screw ups, Beware, all those imperfections go all the way to the shell, as I have shown in one of my posts. They can be hide, but it will come back to Roost on you. When bearings are poured, on matter if you have 1, or a hundred, the jig has to be heated, to the correct temp., with each pour. There are many variables, to have a good pour. 1.The tinning, and pouring pots have to be Temp. controlled, as I have said, even I can't pour with out that. The tinning pot has to be set with in a area of 40 degrees, Plus, or minus. If 10 degrees colder, the tinning pot Babbitt will be pimply to the look, and sluggish on the shell. If 10 degrees hotter, it will burn the tinning off instantly. So the Temp. is checked each day in the pots. 2. The shells, your pouring, have to be bare metal clean, as nothing sticks to dirt. There are many videos on u-Tube depicting Babbitt being poured. There may be, but I have not seen a shell cleaned to bare metal. I have seen them use hand grinders that if slipped could make a mess out of the part line, and will not clean into deep grooves in some shells, and you should never remove them either. Some are tried to be cleaned with small belt sanders, not very effective either, for the same reasons. Many bearing shells are not cleaned at all. They are melted out the babbitt, and the flux put on, and scrubbed with a acid brush. It will look so nice tinned, but what they have done is tinned over the carbon that was there, so the Babbitt sticks to the tinning, but will not stick to the carbon, so it fails. That is why some people say Babbitt is no good. It would be like buying a new tire and get a nail in it, so you have it fixed, and the patch came off, and so the conclusion is, tires can't be fixed, you have to keep buying new ones. LOL. Pots, and Jigs have to be close to each other, as a ladle holding a coffee cup of Babbitt, will can drop 350 degrees in 30 seconds. You should not pour out of the first ladle full if longer then a 10 seconds, you should dip again. Heating Jigs, and shells, to get ready for a pour is also a deal breaker. The videos I have seen, most of the time, use a cutting torch, a rose bud, or a big heating tip. All I will say here, is you don't do it that way. Also a lot of the Jigs you see, were made for small shops that poured Lead Babbitt. Tin base Babbitt, Jigs need heavy heat holding pour machines, because the shell has to cool first, not the mandrel. The old trick of holding a pine stick in the Babbitt until it chars is maybe all right for wood saw bearings, but tells you nothing for auto bearings, and it was used only for lead Babbitt, not tin base, as that Temp. would make the stick explode with fire. OK, I will shut up now. Thanks, Herm. KohnkeRebabbittingService.com -
Yes, we do it all the time, as long as the measurement is correct, it will fit. Babbitting inserts in a rod, is not a good idea. We pour them solid, and an insert has to be 100%, a true fit with its rod shell backing, or it will fracture. If the bronze shell is not up against the shell, the crank pushes the insert back, and forth, into the shell, and the Babbitt will brake from the tinning, and you can't stop it. The Factory can make it work, as they machine both sides of the bearing, and it is true. But when pouring an old insert, they can warp a little, and all that we can true is the inside. We can pour them, but can not Guarantee. Mains are all right, as there isn't the shock of a Rods up, and Down. The mains just hold a shaft that just turns in a cicrle Since Friday, a Guy, in one of his posts, stated that any kind of THICK Babbitt in a bearing will Fail. Boys, that is just NOT True. It never has been, and never will be. This lie has been perpetrated by many people that heard it from some one else, or a bearing gone bad from countless other things, and they picked the wrong reason. Thanks, Herm.
-
That's always true, Mr. P. F. thanks, Herm.
-
Just found your post now, Mr.JV. The main shells are solid Babbitt. They are out of a 1923 Franklin. The rods are poured solid. Thanks, Herm.
-
All Babbitt bearings should be set to .001 per inch of crank, Rods, or Mains, Plus a .000-50. A 2-1/2 inch crank would have a .002-50 thousandths clearance minimum, and or a Maximum of .003-00. Both Fine. Herm.
-
"AGREE"
-
Babbitt Bearing, Recognizing bad Ones, Before you use
herm111 replied to herm111's topic in General Discussion
I Agree with you Mr. ED, on all your points. 1. Burnishing, this process was used in the 20's, and some of the 30's. In the Model T days, Ford dealer ships had machines that run cranks in engines that they had just Babbitted. They tightened the crank in the main bearings, and the machine turned it until the mains, squealed, smoked, and a Guy standing there trying to oil the bearings, until you could turn the shaft. This was called, "Burning in Bearings" and that is what it done, but then your bearings were wore out, as the few thousandths of the bearing surface, has been Compromised. Then K. R. Wilson came along in 1916 with a Ford Transmission Reaming Fixture that would Ream the transmission Bushing quick, and in perfect Alignment with the drums. So, he got his foot in the door with Ford , and later on built, ( I am getting there ) all of Fords Dealership Tools. Wilson made Babbitt tools, later on, to pour, Align Bore, and then Align Ream. He showed Ford how much more Superior that was to Burning in. Later on the people that were making the Burning in tooling, changed the name to Burnishing to not sound, quite so Harsh. So in my Opinion it would do nothing good, and I don't know how it would improve anything, to the good. The term "High Pressure Metal" has been used since the 1920's, and up to Present Day. It is a term used for Tin Base Babbitt. Some people use it like, they have something Special, nobody else has. LOL. Some Formulas, as Grade # 2 in one Babbitt Co. calls it Government Genuine, sounds Important, but has nothing to do with the Government. We use Grade # 11 some times, and Grade No. 2 half the time. They are very close in Formula, that a man running for his life would not notice! A lot of bearings we have sent in for rebuild had been replaced with Lead Babbitt, and there are some shops using that today, and also a mixture of. Tin Babbitt has a 14,000 pound compress at 2% on a 1 inch square piece. If a Bearing is built, and is done right, at way high speed, it just doesn't pound out. The first thing is oil failure, then you get a soft bearing surface, clearance will widen, and bearing will pound out, or explode, but is that the fault of a Babbitt. Here are some pictures of a 1908 Aplex, Two Cycle engine we done a while back. Thanks, Herm.
































-
Your Engine is the same from 1929, like you have, to 1931. The mains are bronze backed, and Babbitt lined. and use .032-00 thousandths shims. It is a stepped crank, all 3 journals, are a different O.D. The Rods have .006-00 thousandths brass shims, and a X groove oil groove. Standard bore is .002-00, or a little more, for the correct clearance. The width of the rod I don't know as I need your forging number on the rod? It is either 1.625, or 1.625 - .010. Any thing else, let me know. Herm.
-
Babbitt Bearing, Recognizing bad Ones, Before you use
herm111 replied to herm111's topic in General Discussion
I Agree, and also is very helpful in dispersing Misinformation. thanks, Herm.

























































































































































































































